
Eliminating waste and reducing variation are becoming commonplace activities for health care supply chain professionals. To get at these opportunities, many supply chain leaders have likely participated in 5S and Kaizen events, been on a Gemba walk or worked through process flow mapping. I’d like to share with you a story – a true story – about a Lean Six Sigma activity that has steered me in the right direction more than once. I like to call this story, “Why Not to Increase PAR Levels without Due Diligence,” with extra emphasis on “due diligence.”
A materials director at a hospital in the Midwest held a huddle with her central sterile staff every day at 3 p.m. As a process improvement consultant working with the organization, I was invited to attend the meeting. In the room where the meeting took place, there was a STAT phone, and at 3:05 p.m. the phone rang. Yet, no one moved to answer it. I was concerned and confused. I was concerned that there was a critical supply issue and confused because no one was jumping up to take care of it. What the heck was going on?
I asked why no one answered the STAT phone and was told, “Oh, it’s just Betty. She works in the O.R. and calls every day at this time. When we rush items to the O.R., the bins are never empty. So now we don’t rush when we get her call.
Hmmm.
A week or so later, I found out the O.R. director called the materials director and said that they were continually running out of product supplied by the materials department. They wanted all of their PAR levels increased immediately. The materials director was about to comply when I asked if we could do a little investigating first. If the investigation showed that PAR levels needed to be increased, then by all means, PAR levels would be increased. Both directors obliged. For the next 30 days, I performed a root cause analysis on every STAT order and stockout in the O.R. for a supply that came from the materials department.
It isn't always clear what the root cause is. You often have to dig deep using a Lean technique called The 5 Whys. The gist of this technique is if you can ask and answer “why” five times, you’ve likely drilled down far enough to reach your root cause. But don’t get stuck on repeating the process five times. It may take only three times, or it could require more than five. Another way to know you’ve reached your root cause is that you’ve reached something you can act on. In my investigation, I kept a tally of every root cause. Some root causes happened with more frequency than others. By the end of the 30 days, I had a clear view of what actions needed to be taken.
Putting it together in a Pareto chart
Graphing my root causes into a Pareto chart (easily created with an online Excel tutorial), I was able to pictorially see the data and cumulative totals (see graph). Sure enough, the data illustrated the Pareto principle: 80 percent of the effects are created by 20 percent of the causes. In this case, 80 percent of the STAT orders and stockouts could be attributed to 20 percent of the causes.
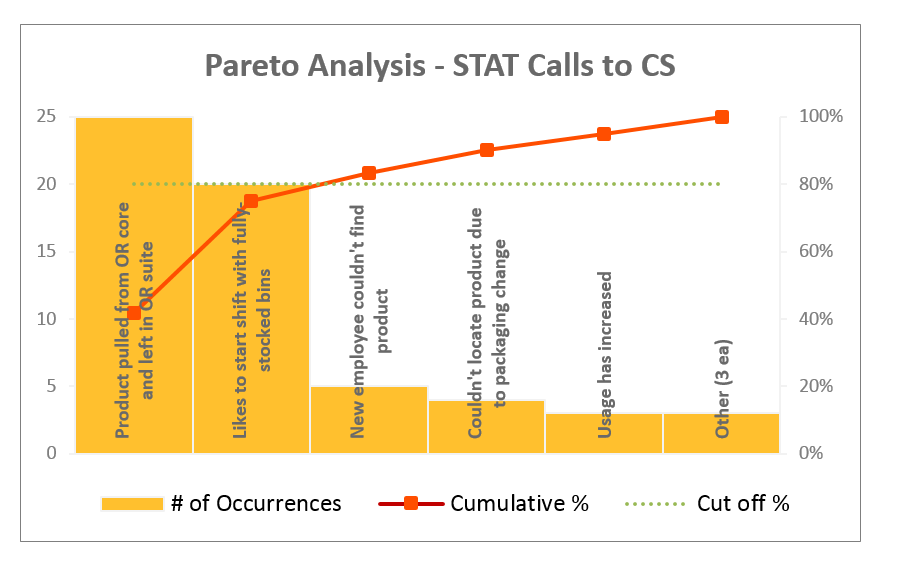
The data showed that the materials director could solve 80 percent of the STAT calls and stockouts to the O.R. by solving for two root causes:
- Product was pulled from the O.R. sterile supply core but left in the O.R. suite
- The expectation of starting shifts with fully stocked bins
And here is the “aha”: Neither of these two issues had to do with inadequate PAR levels!
The first issue was solved by having the materials management evening staff perform a nightly sweep of O.R. suites to gather product that didn’t belong there and return it to the sterile supply core. The second issue was solved by educating the second-shift nursing staff about PAR levels and the PAR replenishment cycle – the product quantity is set to satisfy demand between replenishments. Usage increase only accounted for three occurrences. Had the materials director gone ahead and increased all PAR levels as the O.R. director had requested, the root causes of the STAT calls and stockouts would not have been addressed. And, it would have been at great expense and increased risk of expiry, not to mention the space issues that could have ensued, for all the wrong reasons.
We are often quick to “solve” a problem to please an internal customer without performing the due diligence necessary to fix it correctly. And in supply chain, that quick solution often involves throwing more inventory at the problem. By using the right tools, however, we can be much more effective problem-solvers, performing permanent fixes and ultimately working more efficiently with our peers.
